

产品名称:陶瓷耐磨料
品牌型号:ZB-01
包装规格:25kg/袋
使用温度:0℃~1000℃
保 质 期: 24个月
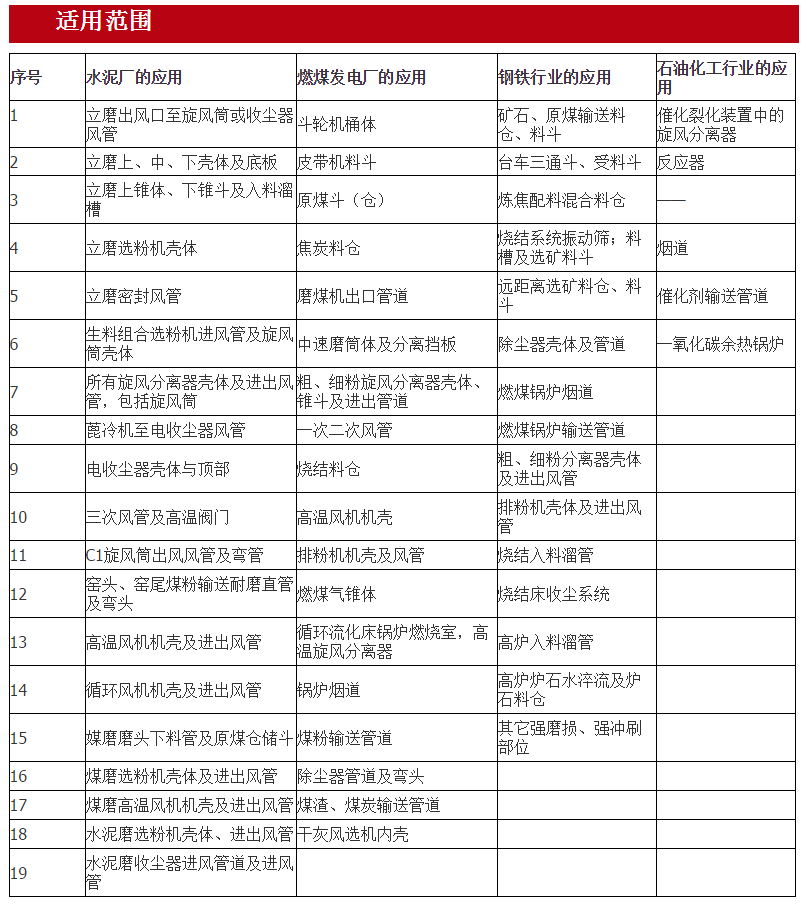
用途范围:水泥厂、火电厂、钢铁厂、矿山
 支持定制
支持定制 货源充足
货源充足 无忧配送
无忧配送 售后保证
售后保证发电厂脱硝系统设计、安装是国内近几年才开始的,目前,国内大型发电厂都在陆续的进行脱硝系统改造,有些已经运行了几年时间,尤其改造项目,陶瓷涂料施工在锅炉尾部狭小的空间内增加了大量的脱硝剂设备,延长了烟道,同时由于脱硝剂的存在,造成烟道内烟气流速增大,严重磨损了烟道、导流板及支撑结构。影响锅炉机组的运行,为此很多脱销总包公司以及业主都在寻找一种在烟道内能够耐磨损,又耐温同时又耐腐的材料,涂覆于烟道、支撑、导流板等设备上,起到防腐耐磨作用。

耐磨陶瓷涂料施工是一种化工材料,烟气内的氮氧化物和氨气结合形成稳定的化合物。由于催化剂是一种对环境介质要求较高的材料,如果烟气内含有大量的重金属以及碱性物质,都会严重影响脱硝剂的运行效率以及使用寿命。这就要求烟道防磨层不含有害重金属以及较多的碱性物质。发电厂运行的起停机过程由于会产生酸性的腐,也要求防磨层具有好的耐磨性能以及抗渗透能力。
陶瓷涂料具有高的机械强度和刚度,陶瓷涂料主要由耐磨骨料和结合系统组成,密度大,无大的宏观缺陷,强度可达150MPa;具有优良的韧性和抗震性,由于耐磨涂料采用定向网状增强措施,通过耦合进一步韧性,所以抗断裂、韧性强,可防止冲击力造成的破损和剥落;整体性好,由于耐磨可塑料采取了双重补强措施,有的甚至采取了多种补强措施,地材料性能,使其体积稳定,不可能产生裂缝,因而整体性好,另外施工为整体施工,无接缝出现,因而整体性进一步提高。
陶瓷涂料施工调配:
先在设备表面上焊接龟甲网,龟甲网采用电弧焊焊接,每个接触骨架空格内双面焊接,焊点间距约25毫米。其焊点抗拉强度平均值:380MPa抗压强度平均值:560MPa。
耐磨陶瓷涂料在生产和加工环节中是相当严格的,其配料是由二十多种耐酸碱结合剂和高密度碳化硅及莫来石骨料加工而成,所以对现场的使用也有严格的要求,工况及企业在使用耐磨陶瓷涂料的时候经常会遇到一些问题,现在就给大家做一个解析,常见的问题如下:
(1)龟甲网焊接:在设备表面上焊接龟甲网,龟甲网采用电弧焊焊接,每个接触骨架空格内双面焊接,焊点间距约20毫米。其焊点抗拉强度平均值:380Mpa抗压强度平均值:560Mpa。
(2)混合与搅拌:搅拌:使用搅拌机,加入原料搅拌均匀。陶瓷耐磨料在施工中需加入胶水,用于有腐蚀性气体管道和设备内壁,搅拌机内倒入100~150公斤的陶瓷耐磨料,(100公斤为标准),然后加入相对应的胶进行搅拌,搅拌时间10分钟左右,直至涂料粘度适中方可使用,适应温度常温至1000℃。
胶水用量:一吨料需加入180kg~200kg的陶瓷胶水,(冬季胶水用量大约为180公斤,夏季胶水用量约为200公斤)。
(3)检查环境温度
施工期间,施工地点的气温须控制在5℃至40℃之间,如气温过低时,材料本身及施工区域则须加温至5℃,直到陶瓷耐磨料涂抹完毕为止。但应避免在直接日晒或强风状况下施工,如有强风或者阳光直射在刚涂抹好的部位应当加以防护,以防止陶瓷耐磨料表面迅速凝固从而导致表面出现裂纹。气温在25摄氏度左右养护固化时间为48小时,冬季施工保证气温在5度以上固化时间为72小时。
|
体积密度(g/cm³) |
2.65 |
使用温度(℃) |
1000℃ |
|
耐磨性(g/cm²) |
3.1 |
导热系数(W/m.K) |
1.5 |
|
固化时间(<20℃) |
72h |
固化时间(>20℃) |
48h |






